
Ceramic parts may become cracked during processing and dimensional accuracy may be reduced. Many of these defects are due to feed speed, tool selection, and cooling methods. This guide describes the root cause of cracks and chips, optimal machining parameters, tool selection, sintering control, and supplier evaluation for advanced ceramic processing methods.
Why Do Advanced Ceramics Crack and Chip During Machining?
Advanced ceramics are easily damaged due to the brittle nature. Unlike metal, ceramics are shattered when stress is applied.
There are five main causes of ceramic cracking. If the feed speed is too fast, the impact load will occur. Using improper diamond tools concentrates stress. Insufficient cooling causes thermal shock. Improper fixation causes vibration. Damage to the ground becomes a weak point.
Ceramic machining demands precision at every step.
What Causes Dimensional Accuracy Problems?
Here’s how different issues affect final dimensions in ceramic processing methods:
|
Issue |
Root Cause |
Impact on Accuracy |
|
Thermal expansion |
Uneven cooling |
±0.05mm variance |
|
Tool wear |
Diamond degradation |
Tapering, oversizing |
|
Sintering shrinkage |
Inconsistent density |
15-20% size change |
|
Vibration |
Poor fixturing |
Surface waviness |
Note: Dimensional tolerances tighten as part complexity increases.
Sintering shrinkage hits you first. Advanced ceramics shrink 15-20% during firing. Inconsistent density means inconsistent shrinkage. Your part comes out tapered.

Thermal expansion during cutting adds another variable. The ceramic heats from friction, expands, then contracts when cool. Now it’s undersized. Wet cutting helps but doesn’t eliminate this.
Tool wear gradually changes dimensions. Fresh diamond tools cut precisely. Worn tools deflect. You get tapered holes and oversized features. Parts drift out of spec slowly.
Vibration creates the worst problems. Poor fixturing lets the part move during cutting. You get waviness and dimensional variance. Sometimes parts pass, sometimes they don’t. No consistency.
How Do You Choose the Right Tools to Prevent Defects?

Diamond tools are indispensable for ceramic processing methods. The sharpness of the carbide tool drops in an instant. The question is which diamond tools are used for ceramic processing.
Grain size is the most important. Coarse (150-300) can remove materials quickly, but the surface becomes rough. Fine finish (400 ~ 600) will be clean, but cutting speed will be slow.
For alumina, use the 400th diamond of resin bond. Zirconia requires diamond tools of 300-400 resin bonds. Silicon carbide is very hard, so metal bonding tools of 200-300 are required. It is suitable for silicon nitride between 400 and 600.
Tool wear appears as an increase in ceramic chips, deterioration in surface finish, and rise in cutting resistance. If you see these signs, replace the tool. Worn diamond tools cause more defects than any other factor.
What Machining Parameters Reduce Cracking?
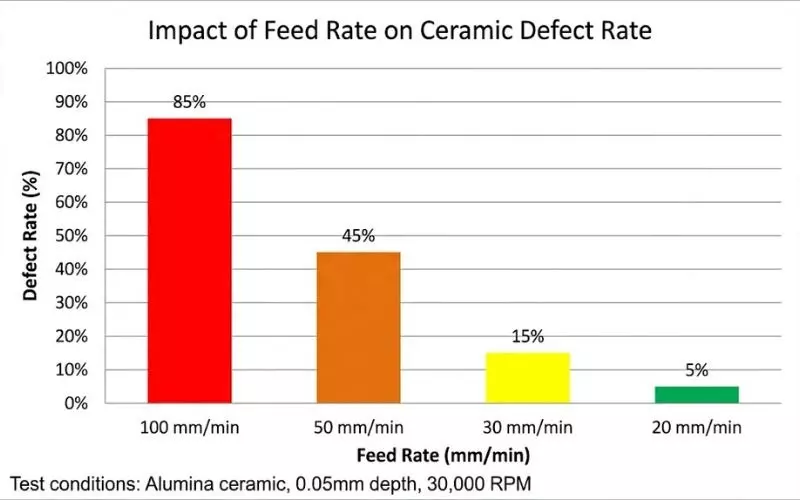
Feed speed is the most important control element to prevent ceramic cracking. If the feed speed is too fast, an impact load will occur, causing cracks in the material.
50-100 mm/min is acceptable for processing raw materials. High-performance ceramics after burning require 20-50 mm/min. For hard materials, 10 to 30 mm/min. Yes it’s slow, but this is the price for not issuing defective products.
Cutting depth is also important. Rough machining: 0.1 to 0.3 mm. Finishing process: 0.01 to 0.05mm. Excessive cutting depth causes material cracking.
Spindle speed helps reduce cutting force. Drive at 20,000-40,000 RPM as much as possible. High rotation with light feed speed is better than low rotation with heavy feed speed.
Example: In the case of feed speed 30mm/min, cutting depth 0.05mm, rotation speed 30,000RPM, defect rate decreased 80% compared to the case of feed speed 100mm/min and cutting depth 0.2mm. Both tools and parts are the same. Just change the parameter.
Should You Use Wet or Dry Cutting?
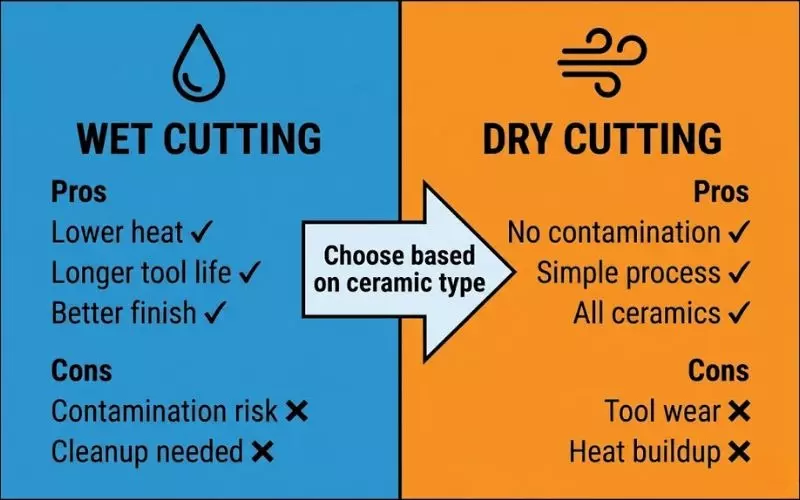
Wet cutting in ceramic processing uses cutting oil. Cutting oil prevents thermal shock, flushes chips, extends tool life and improves finishing quality. However, there is a risk of contamination and post-treatment is required.
Dry cutting avoids these problems. No pollution and easy setup. On the other hand, tool wear becomes intense and the risk of thermal cracking increases.
Use wet cutting for high density ceramics such as alumina and zirconia. Cutting oil prevents heat cracking and extends the life of diamond tools.
Choose dry cutting if porous ceramic or contamination is not permitted. Medical implants must not have residues of coolant.
Air assist helps dry cutting. Compressed air cools the cutting part and removes dust. It’s not as effective as a liquid coolant, but it’s better than doing nothing.
How Does Sintering Control Prevent Defects?
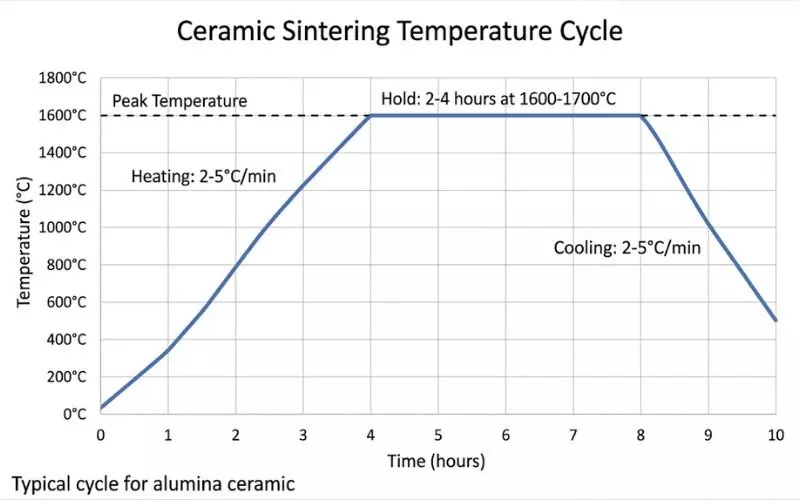
By sintering, the ground ceramics change to the final product. Determines whether good or bad temperature control causes cracks in parts or keeps them intact. When the heating speed is too fast, cracks occur due to the temperature gradient.
For most advanced ceramics, a uniform heating rate of 2-5°C per minute is suitable. Faster heating increases the risk of cracks. Because the outside is heated ahead of the inside, stress occurs due to the difference in expansion rate.
Hold time at peak temperature is necessary for the material to reach equilibrium. Alumina holds for 2-4 hours at 1600-1700°C. Zirconia is 1400-1500°C. These are not just recommendations, but prerequisites.
Green density affects results. Target 50-60% of theoretical density. The final density must exceed 95%. Below this will cause pores and cause ceramic defects.
Controlled cooling prevents thermal shock. Cool down to 500°C at a speed of 2 to 5°C per minute. Most of the ceramic cracks during sintering result from too fast cooling
How Do You Select a Reliable Ceramic Processing Supplier?
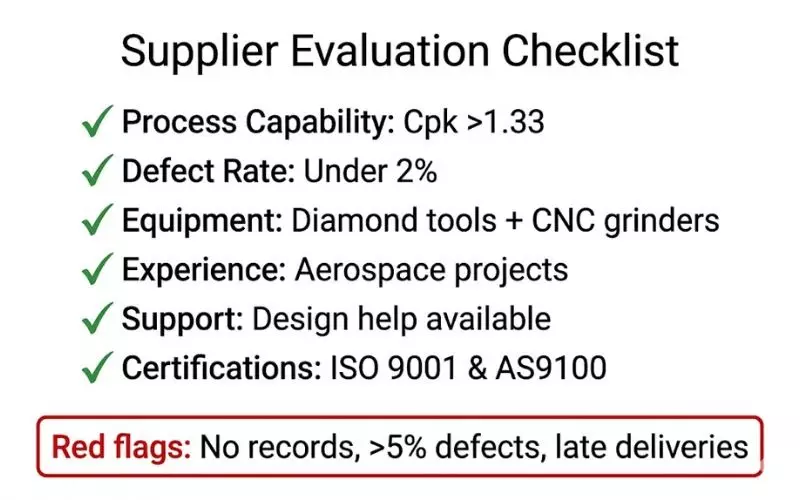
Process capability figures indicate whether suppliers can meet tolerances. If the Cpk value is 1.33 or higher, the process can be said to be capable. If it is less than 1.0, it means that defective products will occur. Ask for Cpk data.
If the defect rate is less than 2%, you can distinguish between good and average suppliers. Excellent suppliers maintain less than 1%. If there is a vendor that says “the defect rate of 5-10% is normal,” you should look for another contractor.
Equipment is important. CNC grinders with closed loop control maintain accuracy. Ask about the machines you are using.
The availability of diamond tools indicates the depth of the experience of its suppliers. Suppliers who process ceramics usually have tools of various particle sizes. If the assortment of tools is limited, experience is considered limited.
The quality control system discovers problems before shipment. CMM inspection, surface roughness measurement, and visual inspection should be a standard procedure. ISO 9001 authentication is useful, but process documentation is more important.
Hazardous signal: There is no record of process parameters, there is variation in lead time, material experience is limited. Look for proven suppliers who have already solved your problems.
What Post-Processing Steps Improve Quality?

Grinding modifies the final dimension after sintering. Flat grinding flattens the plate. Cylindrical grinding processes the shaft. Normally, 0.1 to 0.5 mm is sharpened.
The selection order of abrasive grains is important. Starting with coarse (200-400), material is removed and advanced to the finishing point (600-1200). Each abrasive removes the scratches that occurred in the previous process.
Polishing achieves mirror finish quality. Diamond paste from 9 microns to 1 micron is effective for most advanced ceramics. Lapping achieves extremely high flatness for optical applications.
Check the work with quality inspection. Check the dimensions with CMM (three-dimensional measuring machine). The surface roughness measuring device quantifies the finish state. Visual inspection detects missing edges.
Document everything. Record parameters, tools, and results. If the process works, repeat it exactly.
Common Questions
What are the main causes of cracks during ceramic processing?
Excessive feed rates are the main cause of ceramic cracks. This material cannot absorb impact loads due to harsh cutting. For ceramic after burning, reduce the feed speed to 20-50 mm/min. Thermal shock caused by improper cooling is the second most common cause.
How should I calculate the suitable feed speed for ceramic?
For new materials, start from 20 to 30 mm/min. Perform test cutting and check the edge chipping. If the chipping is not seen, increase it by 10 mm/min until the chipping occurs. The value reduced by 20% from that limit is the appropriate value.
Should ceramic be processed before firing (green) and after firing (post-sinter)?
For complex shapes, please process before firing (green) as much as possible. The processing speed is 5 to 10 times faster. However, unburned parts are brittle and shrink by 15-20%. Dimensional accuracy is higher for sintered parts. Please use unburned parts for roughing and sintered parts for final dimensional processing.
Which diamond abrasive size is best for alumina?
Use the 400th diamond tool with resin bonding for alumina. This balances the amount of material removal and surface finish. Use No. 300 for roughing. 600-800 is required for finishing.
How do you prevent thermal shock during cutting?
In the case of high density ceramic, wet cutting using coolant should be performed. Keep the coolant flow constant. Avoid intermittent cutting that causes heat cycles. To reduce heat generation, the cutting depth is controlled. If there is a temperature change above 100 °C per minute, there is a risk of cracking.
What is the bad tolerance rate for ceramic parts?
The target for mass production is less than 2%. At the prototype stage for parameter optimization, it may be about 5-10%. In an established process, less than 1% should be achieved. In the medical and aerospace field, less than 0.5% is required.
What is the lifetime of diamond tools in ceramic processing?
The lifetime of diamond tools for high-performance ceramics is 50 to 200 depending on the hardness of the material. Silicon carbide is the fastest tool wear and alumina is the longest lasting. Replace if the chip increases or the cutting resistance increases by 30%.
Conclusion
Ceramics cause cracks due to excessive feed speed, improper tool use, and insufficient cooling. Manage parameters, select the right diamond tools and scrutinize suppliers. Partner with experienced processors who maintain a defect rate of less than 2%. If you have any questions, please contact our team for process optimization and supplier evaluation support.