Der Keramikschaft-Außendurchmesser sorgt für einen festen Sitz und Leistung. Alle Hersteller achten auf absolute Präzision bei Herstellung von Keramikwellen, insbesondere der Außendurchmesser (OD). Es ist jedoch nicht einfach zu pflegen Präzisions-Außendurchmessermessung aus verschiedenen Gründen, wie beispielsweise Härte, Werkzeugverschleiß und Ausdehnung durch Hitze.
Den Außendurchmesser von Keramikwellen verstehen
Außendurchmesser stellt das Außenmaß des Keramikschaftes dar und bestimmt dessen Kompatibilität.
Bestehend aus Außendurchmesser vs. Innendurchmesser, AD bezeichnet das Maß des Randes, während ID die Bohrungs- oder Wandstärke bezeichnet.
Schon eine winzige Abweichung im Außendurchmesser kann durch Reibung zu großen Fehlern führen, wie beispielsweise:
-
Fehler
-
Ineffizienzen
-
Absplittern
-
Rotationsinstabilität
-
Lastverteilung
Bedeutung der Präzision
Normalerweise Außendurchmessertoleranz Die Leistung wird beeinträchtigt, da die nahtlose Bewegung Verunreinigungen verhindert. Sie gewährleistet eine korrekte Passform, Langlebigkeit und Zuverlässigkeit der Komponenten und ermöglicht so umfassende Anwendungen.
Rolle in der Herstellung verschiedener Industriekomponenten
Luft- und Raumfahrt:
Außendurchmesserabweichungen von bis zu ±2 Mikrometern können in der Luft- und Raumfahrtindustrie zu Wellenfehlstellungen führen und so zu schnellem Verschleiß und Vibrationen führen. Präzise Außendurchmessertoleranzen gewährleisten einen reibungslosen Betrieb, geringere Wärmeentwicklung und optimales Gleichgewicht bei 20.000 U/min!
Halbleiter:
Fehler bei der Waferherstellung in der Halbleiterindustrie sind häufige Folgen von Abweichungen in der Außendurchmessertoleranz, selbst von ±1 Mikrometer. Dies wirkt sich auch auf die Maschinenlithografie aus.
Medizinisch:
Bei unzureichender Außendurchmessertoleranz kann die chirurgische Robotik nicht einwandfrei funktionieren. Schon eine Abweichung von ±2 Mikrometern beeinträchtigt die Bewegung und führt zu Fehlern bei nicht-invasiven oder minimal-invasiven Operationen.
Herausforderungen
Die Aufrechterhaltung von 9 Mohs unter Berücksichtigung der Härte des Materials, des Thermoschocks und der Abnutzung der Werkzeuge sind wichtige Herausforderungen bei der Außendurchmesserbearbeitung da sie die Genauigkeit beeinträchtigen.
Aufgrund der empfindlichen Oberfläche besteht eine hohe Wahrscheinlichkeit für winzige Fehler. Daher ist ein berührungsloser Lasermechanismus erforderlich, um Komplexitäten und Fehler zu vermeiden.
Fortschrittliche Messtechniken für die Außendurchmessergenauigkeit
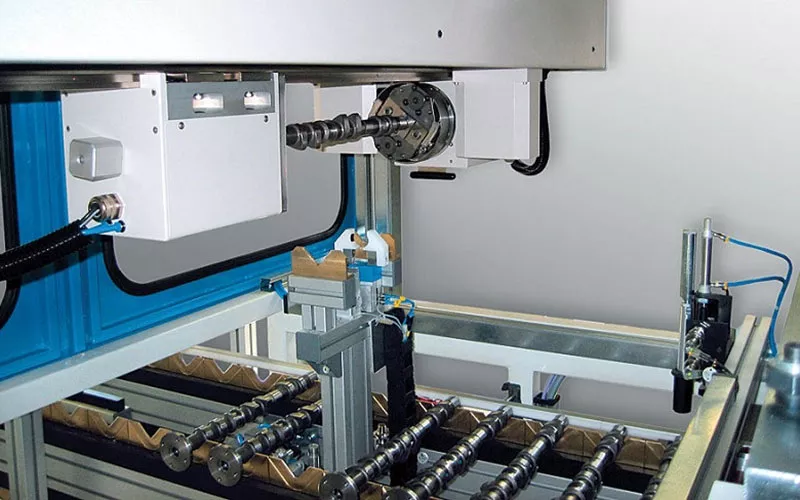
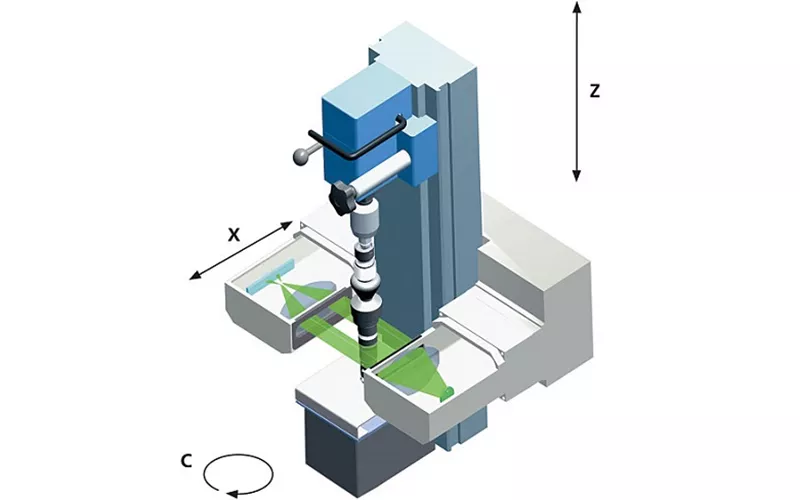
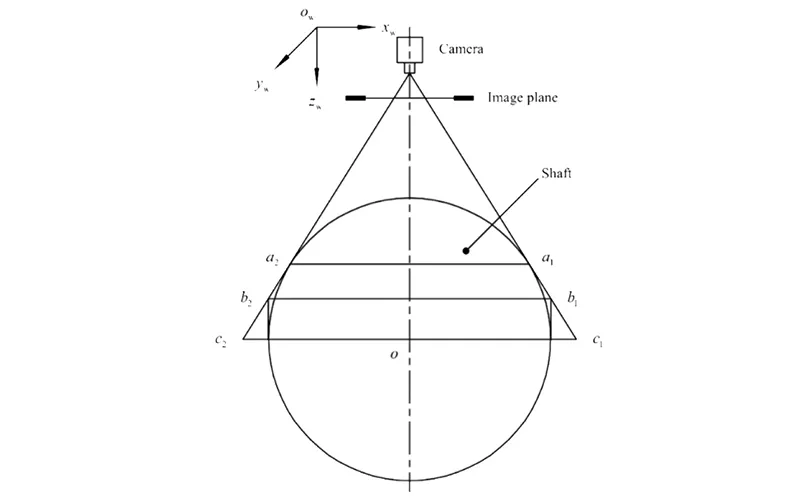
Dual-Kamera-Systeme für verbesserte Außendurchmessermessung

Für eine höhere Präzision bei der Außendurchmessermessung werden Doppelkameras eingesetzt. Dabei handelt es sich um hochentwickelte optische Mechanismen. Die HD-Kameras verfügen über eine höhere Auflösung und erfassen Echtzeitbilder des Wellenprofils aus optimalen Positionen und Winkeln.
Die Abweichungen betragen weniger als 0,2 Mikrometer, wodurch die Wellenschwingungen und Verzerrungen der Linse in Echtzeit ausgeglichen werden.
In der Halbleiter- und Luftfahrtbranche werden in großem Umfang Doppelkamerasysteme zur genauen Außendurchmesserprüfung und präzisen Konzentrizität bei über 15.000 U/min in Echtzeit eingesetzt.
Verbesserte Lichtstreifenabbildung für reflektierende Keramikoberflächen
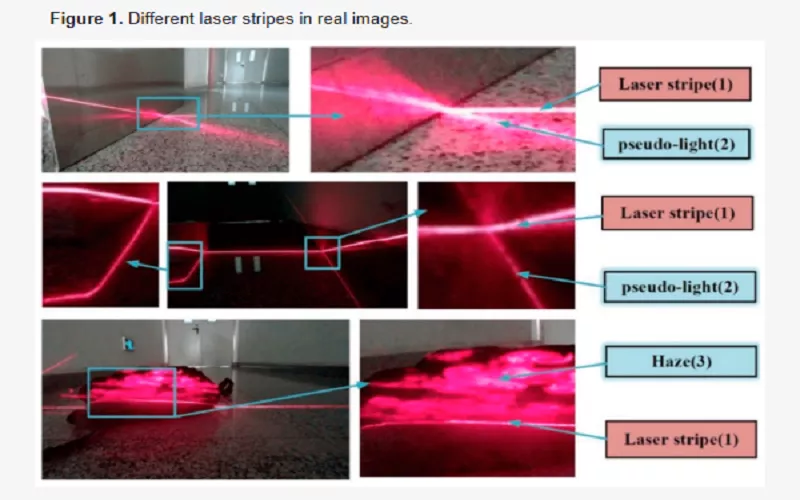
Aufgrund der polierten Oberfläche des Keramikmaterials erreichen herkömmliche Lasermikrometer aufgrund der Streuung des Laserstrahls keine Genauigkeit und Konsistenz von 100%. Daher wird die verbesserte Lichtstreifenbildgebung (ELSI) verwendet.
Das auf die Oberfläche projizierte Licht ist gut strukturiert und gebündelt. Dies reduziert Reflexionen und verbessert die Kantenerkennung durch 30% deutlich im Vergleich zu herkömmlichen Systemen und Techniken.
Luftmessung

Dies ist einer der hochpräzise OD-Techniken Dies ist für Submikrometermessungen in hochspröder Keramik unerlässlich. Da der Luftstrom (normalerweise 100 bis 150 kPa) die Oberfläche nicht berührt, können Maßabweichungen mit einer Genauigkeit von ±0,1 Mikrometer gemessen werden.
Der gesamte Mechanismus basiert auf den Veränderungen des Gegendrucks. Aufgrund dieser Präzision eignet sich diese Technik am besten für Siliziumkarbid-, Zirkonoxid- und hochreine Wellen sowie saubere Einstellungen.
Automatisierung der Außendurchmessermessung
Wie KI und Automatisierung die OD-Präzision verbessern
Automatisierung und KI spielen bei der Außendurchmessermessung in der Fertigung von Keramikwellen eine wichtige Rolle. Die fortschrittliche Technologie gewährleistet höhere Konsistenz und Präzision im Submikrometer- und Nanometerbereich.
Die Macht der KI:
Fortgeschrittene KI-gestützte Bildverarbeitungsmechanismen ermöglichen typischerweise die Echtzeitanalyse von Außendurchmesserabweichungen mithilfe von Deep-Learning- und Machine-Learning-Algorithmen. Dies gewährleistet die Genauigkeit der Bearbeitungsmetriken. Studien haben gezeigt, dass solche fortschrittlichen Systeme, die in der Halbleiterindustrie und der Luft- und Raumfahrt eingesetzt werden, die Leistung durch kürzere Zykluszeiten und eine höhere Messgeschwindigkeit steigern.
Die Macht der Automatisierung:
Durch den Einsatz automatischer Koordinatenmessgeräte (KMGs) wird die Genauigkeit der Außendurchmessermessung in Kombination mit mehreren Sensorsonden um ±0,1 Mikrometer erhöht. Dadurch werden Temperaturschwankungen vermieden.
Mithilfe von KI-gesteuerten Echtzeit-Feedbackschleifen werden die Schleifkräfte angepasst, der Werkzeugverschleiß minimiert und die Genauigkeit der Außendurchmessertoleranz selbst bei extrem harten Zirkonoxid- und Siliziumkarbidmaterialien beibehalten.
Reduzierung menschlicher Fehler bei der Messung von Keramikwellen
Durch die Automatisierung ist kein menschliches Eingreifen mehr nötig. Dadurch wird das Risiko von Werkzeugfehlausrichtungen, unsachgemäßer Handhabung und sogar umweltbedingten Fehlern minimiert. Die Lasermikrometer berühren die Oberfläche nicht und scannen die Wellen automatisiert und ununterbrochen mit 1.000 Messungen pro Sekunde.
Da diese Einflussfaktoren eliminiert werden, ist eine Wiederholung im 0,05-Mikrometer-Bereich und die Roboterwellenausrichtung an den Rotationsachsen möglich, um die Konsistenz zu gewährleisten. Dadurch wird die Gefahr von Verzerrungen bei Außendurchmessermessungen und Messwerten eliminiert, da keine Winkelfehlausrichtung auftritt.
Typischerweise tragen KI und Automatisierung dazu bei, Ausschuss oder Materialverschwendung um 25% zu reduzieren und die Produktzuverlässigkeit und Qualitätsstandards zu verbessern, die in der Medizin-, Luft- und Raumfahrt- und Halbleiterindustrie unerlässlich sind.
Strategien zur Aufrechterhaltung der AD/ID-Konzentrizität
Warum eine AD/ID-Fehlausrichtung die Funktion beeinträchtigt
Eine Fehlausrichtung von Keramikwellen beeinträchtigt die Funktionalität, da sie die Konzentrizität beeinträchtigt. Dies wiederum beeinträchtigt die korrekte Lastverteilung und die Unwucht während der Rotation. Darüber hinaus beeinträchtigt sie die Bauteilintegrität und die mechanische Konsistenz. Kurz gesagt: Alles über 2 bis 5 Mikrometer verringert Zuverlässigkeit und Leistung.
Warum?
Die Hauptgründe sind:
-
Höhere Vibrationen bei Anwendungen über 20.000 U/min können zu Komponentenverschleiß und vorzeitigen Ausfällen führen.
-
Instabiler Flüssigkeitsfluss in Pumpen und Ätzmaschinen kann die Effizienz verringern und
-
Höhere lokale Spannungen erhöhen das Risiko von Brüchen um bis zu 30%, da Keramik bei höheren Belastungen duktil ist.
Best Practices zum Erreichen der Konzentrizität in Keramik
Hersteller integrieren typischerweise verschiedene Techniken, um Außendurchmesserausrichtung, Haltbarkeit und Leistung sicherzustellen, wie zum Beispiel:
-
Fortschrittliches CNC-Schleifen mit hydrostatischer Spindellagerung zur Reduzierung des Rundlaufs
-
Mehrachsige KMGs werden durch KI gesteuert, um eine bessere Konzentrizitätsverfolgung, die Erkennung von Echtzeitabweichungen und die automatische Anpassung von Parametern nach Bedarf zu ermöglichen.
-
Adaptive Vorrichtungsmechanismen mit fortschrittlichen piezoelektrischen Aktuatoren, die die Haltekraft dynamisch verändern, um eine Verformung oder Verzerrung der Welle beim Schleifen zu verhindern
-
Berührungslose Laser-Konzentrizitätssonden reduzieren Fehler bei der Inspektion und gewährleisten eine Genauigkeit von bis zu ±0,1 Mikrometern und
-
Kryogene Bearbeitung, um die Temperatur der Welle bei -150 °C zu halten und so Schwankungen durch Wärmeausdehnung zu vermeiden.
Erreichen enger Toleranzen bei der Keramikbearbeitung
Häufige Toleranzprobleme bei Keramik
Thermische Schwankungen, die zu Instabilität führen, sind weit verbreitet und führen zu erheblichen Problemen bei der Einhaltung einer Toleranz von ±1 Mikrometer. Darüber hinaus verursachen starker Werkzeugverschleiß und die hohe Wahrscheinlichkeit von Mikroabsplitterungen, insbesondere bei harten Keramikwerkstoffen aufgrund übermäßiger Sprödigkeit, ebenfalls erhebliche Probleme.
Beste Materialien und Bearbeitungsmethoden für enge Toleranzen
Während Siliziumnitrid, Zirkonoxid und Aluminiumoxid aufgrund ihrer hervorragenden Verschleißfestigkeit und Bearbeitbarkeit zu den besten Materialien zählen, umfassen die besten Bearbeitungsmethoden:
-
Diamantschleifen – Dies gewährleistet eine superfeine Körnung und höhere Präzision bis zu ±0,5 Mikrometer.
-
Ultraschallbearbeitung – Dies trägt dazu bei, die Wahrscheinlichkeit von Mikrorissen aufgrund des geringeren Werkzeugdrucks zu verringern.
-
Durch Laserablation wird die Genauigkeit bei komplexen Geometrien auf Submikrometerebene gehalten.
-
Kryogene Bearbeitung – Dies trägt zur Aufrechterhaltung der Toleranzstabilität bei, indem die Wärmeausdehnung eingeschränkt wird.
Praktischer Leitfaden: So messen Sie den Außendurchmesser genau
-
Halten Sie die thermische Stabilität bei ±0,2 °C entsprechend dem Wärmeausdehnungskoeffizienten aufrecht, um genaue Messungen zu gewährleisten, da dieser beispielsweise bei Aluminiumoxid 3,2 × 10⁻⁶/K beträgt.
-
Verwenden Sie Luftspindeln für einen berührungslosen Betrieb und um die Gefahr einer Verformung durch Mikrospannungen zu verringern.
-
Integrieren Sie Laserinterferometer zum Scannen auf mehreren Achsen, um eine präzise Oberflächenkartierung mit einer Genauigkeit von ±0,05 Mikrometern zu gewährleisten.
-
Integrieren Sie eine Echtzeitkalibrierung mit KI- und maschinellen Lernalgorithmen, um Werkzeugverschleiß und Umweltabweichungen zu bewältigen.
Der beste Werkzeuge zur Außendurchmessermessung Genau sind:
-
Lasermikrometer für die Messtechnik
-
Luftmessung und
-
KMGs mit lichtempfindlichen Sonden zur 360°-Verifizierung.
Visuelle Demonstrationen und Video-Tutorials
Wellendurchmessermessung - https://www.researchgate.net/figure/Shaft-diameter-measurement-model_fig1_338919063
Welle und ihre Hauptgrößen - https://www.researchgate.net/figure/Schematic-diagram-of-the-shaft-and-its-main-sizes-a-cross-section-of-the-shaft-b-at_fig1_281371692
Hexagon Metrology – Messtechnik | Hexagon
Video-Tutorials
CMM-Außendurchmessermessungen - https://www.youtube.com/watch?v=jhtBVfC6ZY8&ab_channel=TechGuru-SachinThakur
Hochpräzise Wellenprüfung mit 3D-Messtechnik - https://www.youtube.com/watch?v=7O8Mpr-CRnc&ab_channel=QualitasTechnologies%28AMachineVisionCompany%29
Berührungslose Nockenwellenprüfmaschine - https://www.youtube.com/watch?v=hPBPFcn6HlM&ab_channel=RajashreeAutomation%26GaugingSystemsPvt.Ltd.
Kontakt Angebote von GGS Ceramic Fordern Sie noch heute ein schnelles Angebot für innovative, leistungsstarke Keramikwellen mit hervorragenden Außendurchmessertoleranzen an.
FAQs
F: Wie kann der Außendurchmesser einer Keramikwelle genau gemessen werden?
A: Verwenden Sie Luftmesssysteme und Lasermikrometer für eine höhere Genauigkeit von bis zu ±0,1 Mikrometer bei der Messung des Außendurchmessers.
F: Welchen Einfluss hat die Temperatur auf die Außendurchmessermessung bei Keramikmaterialien?
A: Leichte Temperaturschwankungen können zu einer Ausdehnung von Keramikmaterialien führen und so zu Messungenauigkeiten führen.
F: Welche häufigen Defekte beeinträchtigen die Außendurchmessergenauigkeit von Keramikwellen?
A: Verschleiß, Mikroabsplitterungen, Wärmeausdehnung und Fehlausrichtung sind die häufigsten Gründe für Messungenauigkeiten bei der Außendurchmesserpräzision.
Abschluss
Hersteller sollten heute wissen So erreichen Sie enge Außendurchmessertoleranzen und erreichen Sie eine Genauigkeit bei der Außendurchmessermessung von Wellen im Submikrometerbereich, um eine höhere Leistung und Zuverlässigkeit bei unterschiedlichen Anwendungen sicherzustellen.
Die Implementierung KI-gestützter Tools und fortschrittlicher Lasertechnologie zur Förderung berührungsloser Messungen ist die beste Vorgehensweise, um eine höhere Genauigkeit und Leistung in Hightech-Anwendungen zu gewährleisten.