Ten wał ceramiczny OD zapewnia ścisłe dopasowanie i wydajność. Wszyscy producenci zachowują absolutną precyzję podczas produkcja wału ceramicznego, zwłaszcza średnica zewnętrzna (OD). Jednak nie jest łatwo utrzymać precyzyjny pomiar średnicy zewnętrznej z kilku powodów, takich jak twardość, zużycie narzędzia i rozszerzalność cieplna.
Zrozumienie średnicy zewnętrznej w wałach ceramicznych
Średnica zewnętrzna przedstawia zewnętrzny wymiar trzonu ceramicznego i określa jego kompatybilność.
Składający się OD kontra IDOD oznacza miarę krawędzi, natomiast ID oznacza otwór lub grubość ścianki.
Niewielka zmiana średnicy zewnętrznej może spowodować poważne wady wynikające z tarcia, takie jak:
-
Niepowodzenia
-
Nieefektywności
-
Odpryskiwanie
-
Niestabilność obrotowa
-
Rozkład obciążenia
Znaczenie precyzji
Zwykle, tolerancja średnicy zewnętrznej wpływa na wydajność, ponieważ płynny ruch zapobiega zanieczyszczeniu. Zapewnia właściwe dopasowanie, trwałość komponentów i niezawodność, umożliwiając wyczerpujące zastosowania.
Rola w produkcji różnych komponentów przemysłowych
Lotnictwo i kosmonautyka:
Odchylenie OD nawet o ±2 mikrony może skutkować niewspółosiowością wałów w przemyśle lotniczym, powodując szybkie zużycie i wibracje. Precyzyjna tolerancja OD zapewnia płynną pracę, mniejsze ciepło i właściwe wyważenie przy 20 000 obr./min!
Półprzewodnik:
Wady w produkcji płytek w przemyśle półprzewodnikowym są powszechnym skutkiem różnic w tolerancji OD, nawet o ±1 mikrona. Będzie to miało również wpływ na litografię maszynową.
Medyczny:
Robotyka chirurgiczna nie może działać bezbłędnie przy niewłaściwej tolerancji OD. Różnica ±2 mikronów wpłynie na jej ruch i spowoduje błędy w nieinwazyjnych lub minimalnie inwazyjnych zabiegach medycznych.
Wyzwania
Utrzymanie 9 stopni Mohsa, biorąc pod uwagę twardość materiału, szok termiczny i degradację narzędzi, ma kluczowe znaczenie Wyzwania obróbki OD ponieważ mają wpływ na dokładność.
Istnieje duże prawdopodobieństwo drobnych błędów ze względu na delikatną powierzchnię. Wymaga to bezkontaktowego mechanizmu laserowego w celu wyeliminowania złożoności i błędów.
Zaawansowane techniki pomiarowe dla dokładności OD
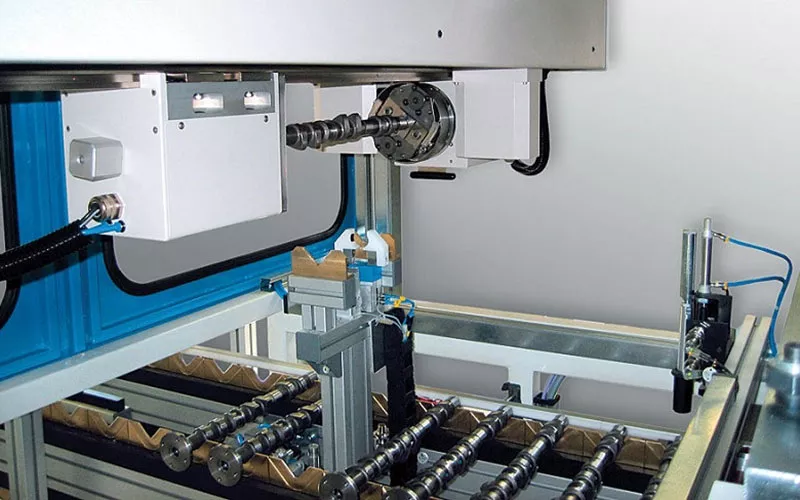
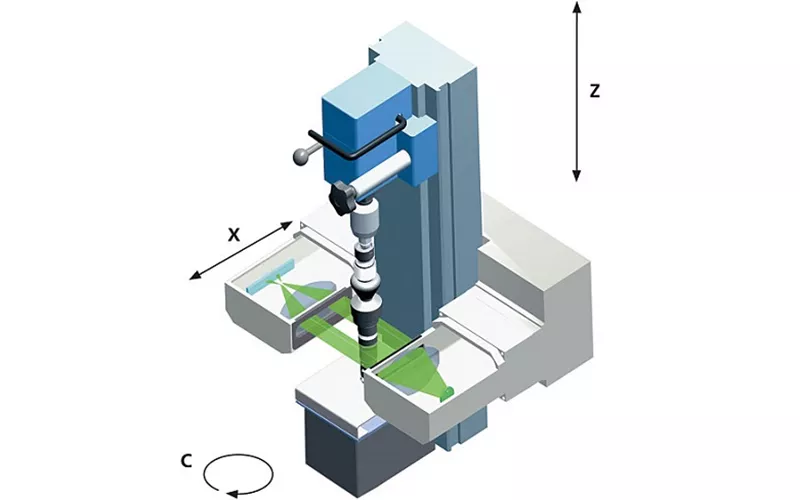
Systemy z dwiema kamerami do ulepszonych pomiarów OD

Podwójne kamery służą do zapewnienia większej precyzji pomiaru OD. Są to w rzeczywistości zaawansowane mechanizmy optyczne. Kamery HD mają wyższą rozdzielczość, aby uchwycić obrazy w czasie rzeczywistym profilu wału z idealnych pozycji i kątów.
Odchylenia są mniejsze niż 0,2 mikrona, co pozwala na bieżącą kompensację drgań wału i zniekształceń obiektywu.
W sektorze półprzewodników i lotnictwa powszechne jest stosowanie systemów z dwiema kamerami w celu dokładnej weryfikacji średnicy zewnętrznej i precyzyjnego zachowania współosiowości przy prędkości ponad 15 000 obr./min w czasie rzeczywistym.
Ulepszone obrazowanie pasów świetlnych dla odblaskowych powierzchni ceramicznych
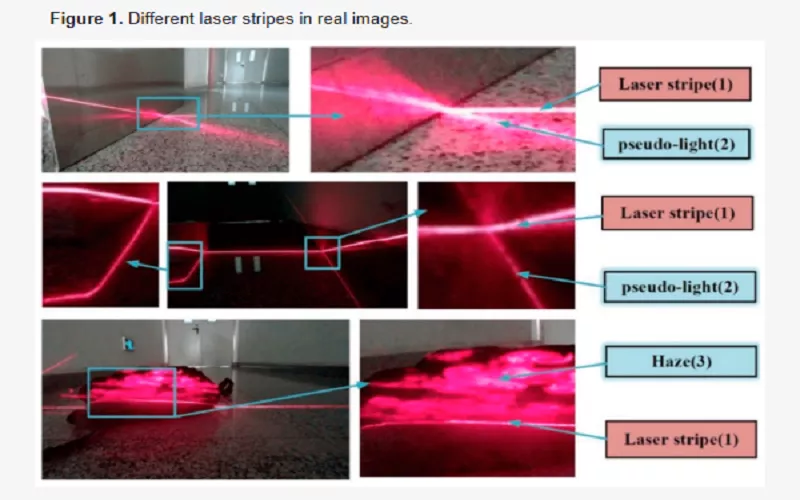
Ze względu na polerowaną powierzchnię materiału ceramicznego, tradycyjne mikrometry laserowe nie mogą być używane do pomiaru dokładności i spójności 100% ze względu na rozpraszanie wiązki laserowej. Dlatego stosuje się ulepszone obrazowanie pasm świetlnych (ELSI).
Światło rzucane na powierzchnię jest dobrze ustrukturyzowane i opływowe. To redukuje odbicie i poprawia wykrywanie krawędzi przez 30% bardziej niż tradycyjne systemy i techniki.
Pomiar powietrza

To jest jeden z techniki OD o wysokiej precyzji co jest niezbędne do pomiaru submikronowego w ceramice, która jest bardzo krucha. Ponieważ nie ma kontaktu z powierzchnią przez przepływ powietrza, który normalnie wynosi od 100 do 150 kPa, odchylenia wymiarów można dokładnie zmierzyć w zakresie ±0,1 mikrona.
Cały mechanizm opiera się na zmianach ciśnienia wstecznego. Taka precyzja sprawia, że ta technika jest najbardziej odpowiednia dla węglika krzemu, cyrkonii i wałów o wysokiej czystości oraz czystych ustawień.
Automatyzacja w pomiarach OD
W jaki sposób sztuczna inteligencja i automatyzacja poprawiają precyzję OD
Automatyzacja i AI odgrywają znaczącą rolę w pomiarach OD w produkcji wałów ceramicznych. Zaawansowana technologia zapewnia wyższą spójność i precyzję na poziomie submikronowym i nanometrycznym.
Moc sztucznej inteligencji:
Zazwyczaj zaawansowane mechanizmy wizji maszynowej zasilane przez AI ułatwiają analizę odchyleń OD w czasie rzeczywistym za pomocą algorytmów głębokiego uczenia się i uczenia maszynowego. Zapewnia to dokładność metryk obróbki. Badania wykazały, że takie zaawansowane systemy stosowane w półprzewodnikach i przemyśle lotniczym zwiększają wydajność przy krótszych czasach cyklu i 40% większej prędkości pomiaru.
Siła automatyzacji:
Używanie automatycznych współrzędnościowych maszyn pomiarowych (CMM) pozwala również zachować dokładność pomiaru OD o ±0,1 mikrona po zintegrowaniu z kilkoma sondami czujnikowymi. Eliminuje to wyzwania związane ze zmiennością temperatury.
Siły szlifowania są regulowane, zużycie narzędzi jest minimalizowane, a dokładność tolerancji średnicy zewnętrznej jest zachowana nawet w przypadku ekstremalnie twardych materiałów z cyrkonii i węglika krzemu, dzięki pętlom sprzężenia zwrotnego w czasie rzeczywistym sterowanym przez sztuczną inteligencję.
Redukcja błędów ludzkich w pomiarach wałów ceramicznych
Automatyzacja eliminuje potrzebę ingerencji człowieka, a tym samym minimalizuje ryzyko nieprawidłowego ustawienia narzędzi, niewłaściwego obchodzenia się z nimi, a nawet błędów spowodowanych warunkami środowiskowymi. Mikrometry laserowe nie stykają się z powierzchnią i, będąc zautomatyzowane, skanują wały nieprzerwanie z szybkością 1000 pomiarów na sekundę.
Ponieważ te czynniki wpływające są eliminowane, powtarzalność co 0,05 mikrona i wał robota wyrównujący się z osiami obrotowymi są dozwolone w celu zapewnienia spójności. Dlatego szanse na zniekształcenie w pomiarach OD i odczytach są eliminowane, ponieważ nie ma kątowego rozbieżności.
Zazwyczaj sztuczna inteligencja i automatyzacja pomagają ograniczyć ilość odpadów lub marnotrawstwa materiałów o 25% oraz poprawić niezawodność produktów i standardy jakości, co jest koniecznością w przemyśle medycznym, lotniczym i półprzewodnikowym.
Strategie utrzymania koncentryczności OD/ID
Dlaczego niezgodność OD/ID wpływa na funkcję
Niewspółosiowość OD/ID w wałach ceramicznych wpływa na funkcjonalność, ponieważ wpływa na koncentryczność. To z kolei wpływa na właściwy rozkład obciążenia i równowagę podczas obrotu. Ponadto wpływa również na integralność komponentów i spójność mechaniczną. Krótko mówiąc, wszystko powyżej 2 do 5 mikronów obniży niezawodność i wydajność.
Dlaczego?
Główne powody to:
-
Większe drgania przy zastosowaniach powyżej 20 000 obr./min. mogą powodować zużycie podzespołów i ich przedwczesne awarie.
-
Niestabilny przepływ cieczy w pompach i maszynach trawiących może zmniejszyć wydajność i
-
Wyższe naprężenia lokalne zwiększają ryzyko pęknięć nawet o 30% ze względu na ciągliwą naturę ceramiki przy wyższych obciążeniach.
Najlepsze praktyki uzyskiwania koncentryczności w ceramice
Producenci zazwyczaj integrują różne techniki w celu zapewnienia wyrównania średnicy zewnętrznej, trwałości i wydajności, takie jak:
-
Zaawansowane szlifowanie CNC z hydrostatycznym łożyskiem wrzeciona w celu zmniejszenia bicia
-
Współrzędnościowe maszyny pomiarowe wieloosiowe są sterowane przez sztuczną inteligencję w celu lepszego śledzenia koncentryczności, identyfikacji odchyleń w czasie rzeczywistym i automatycznej regulacji parametrów w razie potrzeby.
-
Mechanizmy adaptacyjnego mocowania z zaawansowanymi siłownikami piezoelektrycznymi, które dynamicznie zmieniają siłę trzymania, zapobiegając odkształceniu lub zniekształceniu wału podczas szlifowania
-
Bezkontaktowe sondy koncentryczności laserowej redukują błędy w kontroli i zapewniają dokładność do ±0,1 mikrona i
-
Obróbka kriogeniczna mająca na celu utrzymanie temperatury wału na poziomie -150°C, zapobiegająca odchyleniom spowodowanym rozszerzalnością cieplną.
Osiąganie ścisłych tolerancji w obróbce ceramiki
Typowe problemy z tolerancją w ceramice
Wahania termiczne powodujące niestabilność są powszechne, powodując poważne problemy z utrzymaniem tolerancji w granicach ±1 mikrona. Oprócz tego, gwałtowne zużycie narzędzi i duże prawdopodobieństwo mikroodprysków również powodują poważne problemy, szczególnie w przypadku twardych materiałów ceramicznych ze względu na nadmierną kruchość.
Najlepsze materiały i metody obróbki dla ścisłych tolerancji
Chociaż do najlepszych materiałów należą azotek krzemu, tlenek cyrkonu i tlenek glinu ze względu na ich doskonałą odporność na zużycie i obrabialność, najlepsze metody obróbki obejmują:
-
Szlifowanie diamentowe – zapewnia superdrobne ziarno i większą precyzję do ±0,5 mikrona.
-
Obróbka ultradźwiękowa – pomaga zmniejszyć ryzyko powstawania mikropęknięć dzięki mniejszemu naciskowi narzędzia.
-
Ablacja laserowa pozwala zachować dokładność na poziomie submikronowym w przypadku skomplikowanych geometrii.
-
Obróbka kriogeniczna – pomaga zachować stabilność tolerancji poprzez ograniczenie rozszerzalności cieplnej.
Praktyczny przewodnik: Jak dokładnie zmierzyć OD
-
Utrzymuj stabilność termiczną na poziomie ±0,2°C zgodnie ze współczynnikiem rozszerzalności cieplnej, aby zapewnić dokładny pomiar, ponieważ na przykład w przypadku tlenku glinu wynosi on 3,2 × 10⁻⁶/K.
-
Wrzeciona pneumatyczne należy stosować w celu zapewnienia bezkontaktowej pracy i ograniczenia ryzyka odkształceń spowodowanych mikronaprężeniami.
-
Zintegruj interferometry laserowe do skanowania w wielu osiach, aby zapewnić precyzyjne mapowanie powierzchni z dokładnością ±0,05 mikrometra.
-
Wprowadź kalibrację w czasie rzeczywistym z wykorzystaniem algorytmów sztucznej inteligencji i uczenia maszynowego, aby radzić sobie ze zużyciem narzędzi i dryftami środowiskowymi.
Ten najlepsze narzędzia do pomiaru OD dokładnie są:
-
Mikrometry laserowe do metrologii
-
Pomiary ciśnienia powietrza i
-
Współrzędnościowe maszyny pomiarowe z sondami światłoczułymi do weryfikacji 360°.
Demonstracje wizualne i samouczki wideo
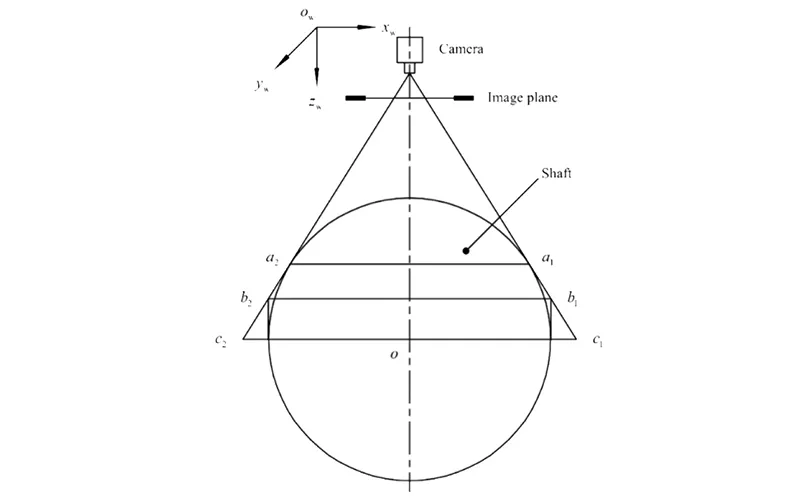
Pomiar średnicy wału - https://www.researchgate.net/figure/Shaft-diameter-measurement-model_fig1_338919063
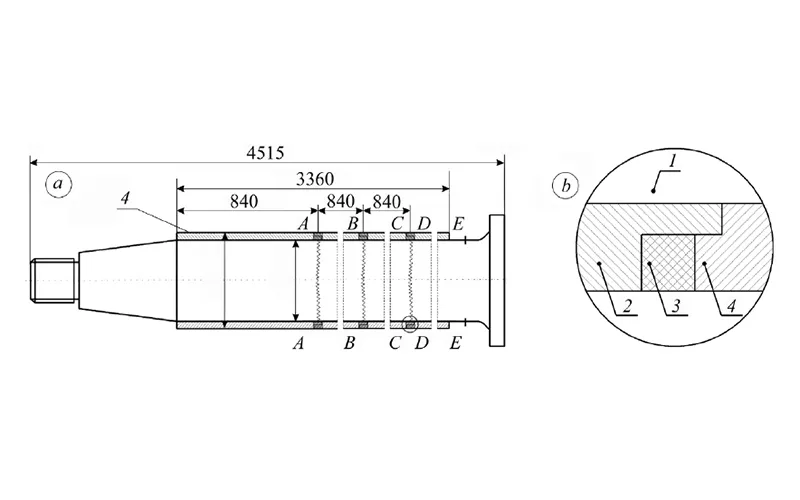
Wał i jego główne wymiary - https://www.researchgate.net/figure/Schematic-diagram-of-the-shaft-and-its-main-sizes-a-cross-section-of-the-shaft-b-at_fig1_281371692
Metrologia sześciokątna – Metrologia | Sześciokąt
Samouczki wideo
Pomiary średnicy zewnętrznej CMM - https://www.youtube.com/watch?v=jhtBVfC6ZY8&ab_channel=TechGuru-SachinThakur
Wysoka precyzja kontroli wałów z wykorzystaniem metrologii 3D - https://www.youtube.com/watch?v=7O8Mpr-CRnc&ab_channel=QualitasTechnologies%28AMachineVisionCompany%29
Maszyna do bezdotykowej kontroli wałka rozrządu - https://www.youtube.com/watch?v=hPBPFcn6HlM&ab_channel=RajashreeAutomation%26GaugingSystemsPvt.Ltd.
Kontakt Oferta GGS Ceramic już dziś, aby otrzymać szybką wycenę innowacyjnych, wysokowydajnych wałów ceramicznych o doskonałych tolerancjach średnicy zewnętrznej.
Często zadawane pytania
P: W jaki sposób można dokładnie zmierzyć średnicę zewnętrzną wału ceramicznego?
A: Aby uzyskać większą dokładność pomiaru średnicy zewnętrznej, sięgającą nawet ±0,1 mikrometra, należy stosować systemy pomiaru pneumatycznego i mikrometry laserowe.
P: Jak temperatura wpływa na pomiary średnicy zewnętrznej w materiałach ceramicznych?
A: Niewielkie wahania temperatury mogą powodować rozszerzanie się materiałów ceramicznych, co przekłada się na niedokładność pomiaru.
P: Jakie są najczęstsze wady, które wpływają na dokładność pomiaru średnicy zewnętrznej w przypadku wałków ceramicznych?
A: Zużycie, mikropęknięcia, rozszerzalność cieplna i rozbieżności to najczęstsze przyczyny niedokładności pomiarów w precyzji średnicy zewnętrznej.
Wniosek
Producenci powinni dziś wiedzieć jak osiągnąć ciasne tolerancje średnicy zewnętrznej i osiągnąć dokładność pomiarów średnicy zewnętrznej wałów na poziomie submikronowym, aby zagwarantować większą wydajność i niezawodność w różnych zastosowaniach.
Wdrażanie narzędzi opartych na sztucznej inteligencji i zaawansowanej technologii laserowej w celu promowania pomiarów bezkontaktowych to najlepsza praktyka zapewniająca większą dokładność i wydajność w zastosowaniach high-tech.